






产品分类 更多>>



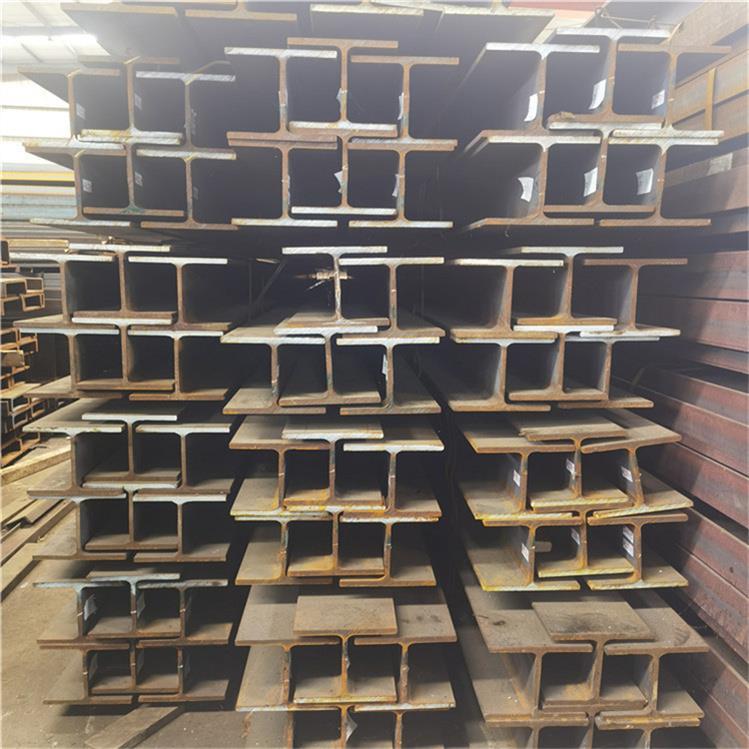
英标H型钢材料:
武钢提出的高炉炉缸发明专利,在炉缸区域采用武钢自主开发的冷却能力强的铸铜冷却壁,其热端砌一层高热导率的模压小炭砖,小炭砖与大块炭砖之间填充武钢开发的热导率20W/m.k以上的炭素捣打料。这种炉缸结构,从大炭砖到铸铜冷却壁之间没有热障,大大提高了冷却效果。炉底采用水冷,炉底厚度减薄到炉底直径的0.2倍。炉底耐火材料自上而下依次为硅铝质陶瓷杯、超微孔炭砖、石墨炭砖(或半石墨炭砖),以下为水冷管。这种炉底结构的特点是炉底冷却能力自上而下逐渐增大。
一、UB305*102*33英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢工件过腐蚀。降低氢的析出电位,工件表面析氢加速电流效率降低,从而影响锌的沉积速度。应在酸洗溶液中加入适量的缓蚀剂,局部处氧化皮过厚先用机械法除去,酸洗过程中多作检查。

二、UB305*102*33英标H型钢热扎工艺手段:生产现场涉及到得最基本的参数就以上几个,其它的比如伸长率,延伸系数等只是为了理论的分析。所以在现场用的最多的就是根据金属塑性变形的体积不变条件计算轧后的长度、加工率等。 型钢柱安装步骤

四、UB标H型钢规格型号表:
钢铁冶金:去应力退火去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。去应力退火工艺曲线见图1-3。不同的工件去应力退火工艺参数见表C。去应力退火的温度,一般应比最后一次回火温度低2~3℃,以免降低硬度及力学性能。对薄壁工件、易变形的焊接件,退火温度应低于下限。低温时效用于工件的半加工之后(如粗加工或次精加工之后),一般采用较低的温度。
武钢提出的高炉炉缸发明专利,在炉缸区域采用武钢自主开发的冷却能力强的铸铜冷却壁,其热端砌一层高热导率的模压小炭砖,小炭砖与大块炭砖之间填充武钢开发的热导率20W/m.k以上的炭素捣打料。这种炉缸结构,从大炭砖到铸铜冷却壁之间没有热障,大大提高了冷却效果。炉底采用水冷,炉底厚度减薄到炉底直径的0.2倍。炉底耐火材料自上而下依次为硅铝质陶瓷杯、超微孔炭砖、石墨炭砖(或半石墨炭砖),以下为水冷管。这种炉底结构的特点是炉底冷却能力自上而下逐渐增大。
一、UB305*102*33英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢工件过腐蚀。降低氢的析出电位,工件表面析氢加速电流效率降低,从而影响锌的沉积速度。应在酸洗溶液中加入适量的缓蚀剂,局部处氧化皮过厚先用机械法除去,酸洗过程中多作检查。
二、UB305*102*33英标H型钢热扎工艺手段:生产现场涉及到得最基本的参数就以上几个,其它的比如伸长率,延伸系数等只是为了理论的分析。所以在现场用的最多的就是根据金属塑性变形的体积不变条件计算轧后的长度、加工率等。 型钢柱安装步骤
四、UB标H型钢规格型号表:
钢铁冶金:去应力退火去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。去应力退火工艺曲线见图1-3。不同的工件去应力退火工艺参数见表C。去应力退火的温度,一般应比最后一次回火温度低2~3℃,以免降低硬度及力学性能。对薄壁工件、易变形的焊接件,退火温度应低于下限。低温时效用于工件的半加工之后(如粗加工或次精加工之后),一般采用较低的温度。





















